
जरीपीव्हीसीजगातील सर्वात सामान्य नॉन-मेटॅलिक पाईप आहे, पीपीआर (पॉलीप्रोपायलीन रँडम कोपॉलिमर) हे जगातील इतर अनेक भागांमध्ये मानक पाईप मटेरियल आहे. पीपीआर जॉइंट पीव्हीसी सिमेंट नसून एका विशेष फ्यूजन टूलने गरम केले जाते आणि मुळात ते संपूर्ण वितळवले जाते. योग्य उपकरणांनी योग्यरित्या तयार केल्यास, पीपीआर जॉइंट कधीही गळणार नाही.
फ्यूजन टूल गरम करा आणि पाइपलाइन तयार करा.
१
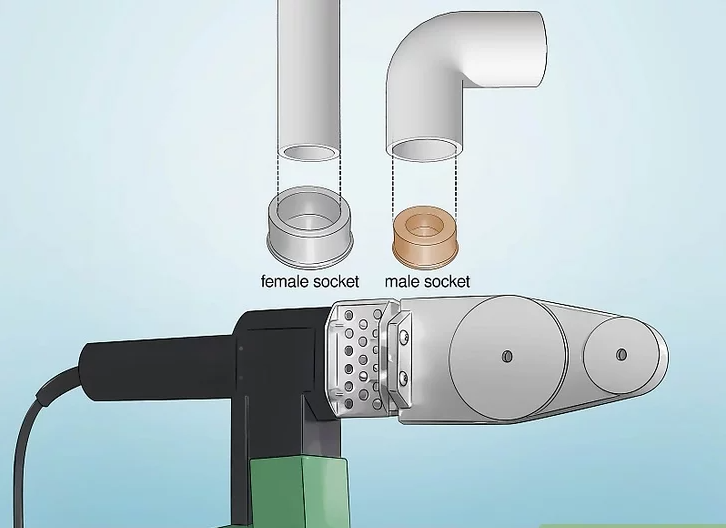
फ्यूजन टूलवर योग्य आकाराचा सॉकेट ठेवा. बहुतेकपीपीआरवेल्डिंग टूल्समध्ये विविध आकारांच्या नर आणि मादी सॉकेटच्या जोड्या येतात, जे सामान्य पीपीआर पाईप व्यासाशी जुळतात. म्हणून, जर तुम्ही ५० मिमी (२.० इंच) व्यासाचा पीपीआर पाईप वापरत असाल, तर ५० मिमी चिन्हांकित स्लीव्हजची जोडी निवडा.
हाताने पकडलेली फ्यूजन साधने सामान्यतः हाताळू शकतातपीपीआर१६ ते ६३ मिमी (०.६३ ते २.४८ इंच) पर्यंतचे पाईप्स, तर बेंच मॉडेल्स किमान ११० मिमी (४.३ इंच) चे पाईप्स हाताळू शकतात.
तुम्हाला पीपीआर फ्यूजन टूल्सचे विविध मॉडेल ऑनलाइन मिळू शकतात, ज्यांच्या किमती सुमारे US$५० ते US$५०० पेक्षा जास्त आहेत.
2
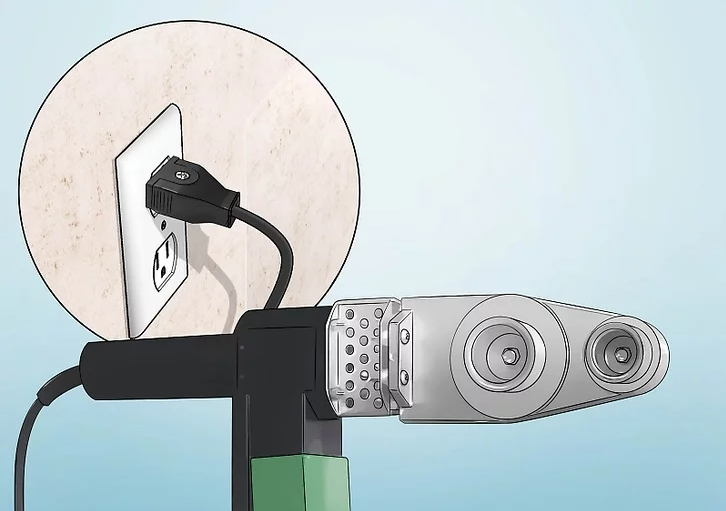
सॉकेट गरम करण्यास सुरुवात करण्यासाठी फ्यूजन टूल घाला. बहुतेक फ्यूजन टूल्स मानक ११० व्ही सॉकेटमध्ये प्लग इन होतील. टूल लगेच गरम होण्यास सुरुवात होईल, किंवा तुम्हाला पॉवर स्विच चालू करावा लागू शकतो. मॉडेल्स वेगवेगळे असतात, परंतु सॉकेटला आवश्यक तापमानापर्यंत गरम करण्यासाठी टूलला काही मिनिटे लागू शकतात. [3]
थर्मल फ्यूजन टूल वापरताना खूप काळजी घ्या आणि परिसरातील प्रत्येकाला ते चालू आणि गरम आहे हे माहित आहे याची खात्री करा. सॉकेटचे तापमान २५० °C (४८२ °F) पेक्षा जास्त असते आणि त्यामुळे गंभीर भाजणे होऊ शकते.
3
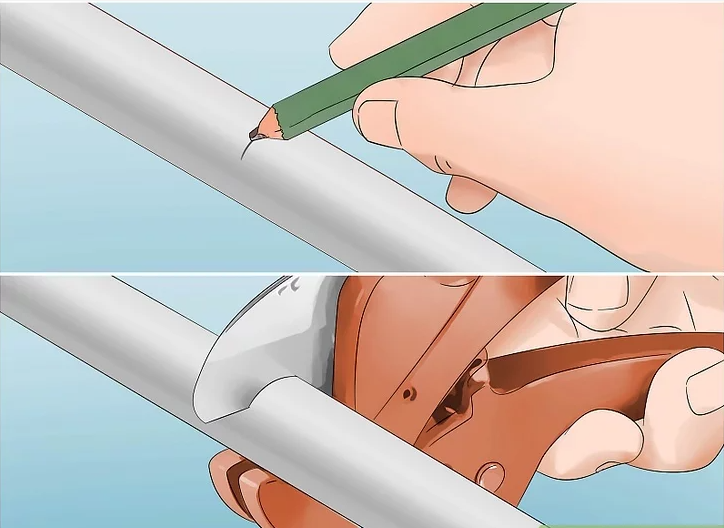
पाईपला गुळगुळीत, स्वच्छ कटने लांबीपर्यंत ट्रिम करा. फ्यूजन टूल गरम झाल्यावर, शाफ्टला लंबवत स्वच्छ कट मिळविण्यासाठी पाईपला आवश्यक लांबीपर्यंत चिन्हांकित करण्यासाठी आणि कट करण्यासाठी प्रभावी टूल वापरा. अनेक फ्यूजन टूल सेट ट्रिगर किंवा क्लॅम्प पाईप कटरने सुसज्ज असतात. सूचनांनुसार वापरल्यास, हे पीपीआरमध्ये एक गुळगुळीत, एकसमान कट तयार करतील, जे फ्यूजन वेल्डिंगसाठी खूप योग्य आहे. [4]
पीपीआर पाईप्स विविध हाताने किंवा इलेक्ट्रिकने किंवा चाकांनी बनवलेल्या पाईप कटरने देखील कापता येतात. तथापि, कट शक्य तितका गुळगुळीत आणि समान असल्याची खात्री करा आणि सर्व बरर्स काढण्यासाठी बारीक सॅंडपेपर वापरा.
4
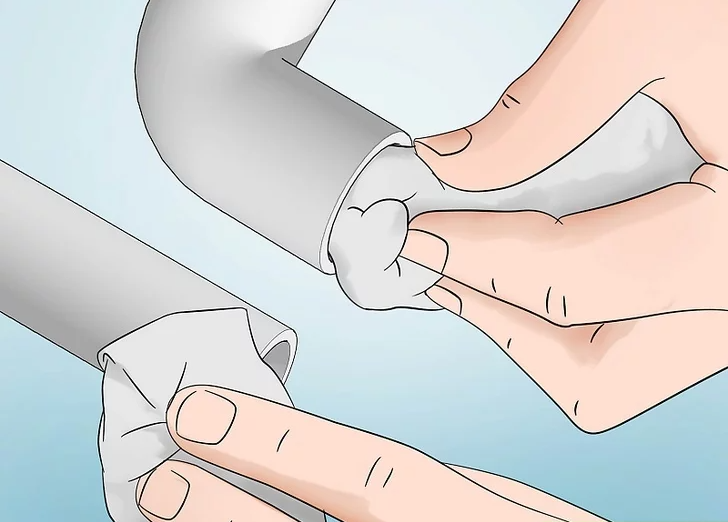
पीपीआर घटक कापडाने आणि शिफारस केलेल्या क्लिनरने स्वच्छ करा. तुमच्या फ्यूजन टूल किटमध्ये पीपीआर टयूबिंगसाठी विशिष्ट क्लिनरची शिफारस असू शकते किंवा त्यात समाविष्ट देखील असू शकते. पाईपच्या बाहेर आणि जोडण्यासाठी फिटिंग्जच्या आत हे क्लिनर वापरण्यासाठी सूचनांचे पालन करा. तुकडे काही काळ सुकू द्या. [5]
जर तुम्हाला कोणत्या प्रकारचा क्लिनर वापरायचा हे माहित नसेल, तर कृपया फ्यूजन टूलच्या निर्मात्याशी संपर्क साधा.
5
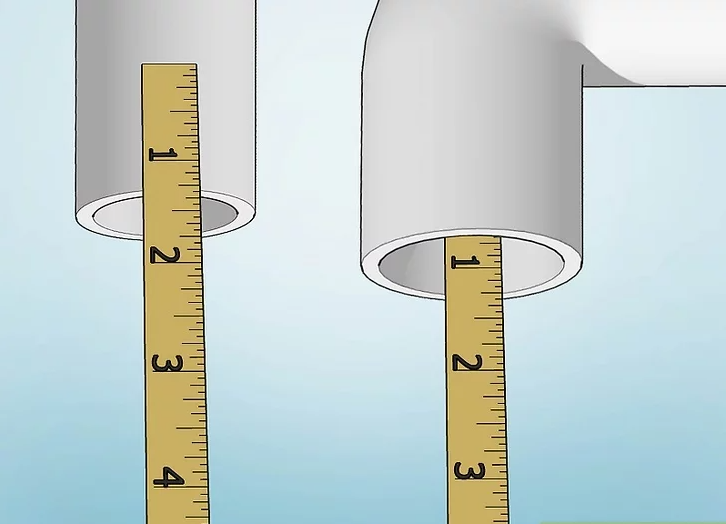
पाईप कनेक्शनच्या शेवटी वेल्डिंगची खोली चिन्हांकित करा. तुमच्या फ्यूजन टूलसेटमध्ये वेगवेगळ्या व्यासाच्या पीपीआर पाईप्सवर योग्य वेल्ड खोली चिन्हांकित करण्यासाठी टेम्पलेट असू शकते. त्यानुसार ट्यूब चिन्हांकित करण्यासाठी पेन्सिल वापरा.
पर्यायीरित्या, तुम्ही वापरत असलेल्या फिटिंगमध्ये (जसे की ९०-अंश एल्बो फिटिंग) टेप मापन घालू शकता जोपर्यंत ते फिटिंगमधील एका लहान कड्यावर येत नाही. या खोलीच्या मापनातून १ मिमी (०.०३९ इंच) वजा करा आणि पाईपवरील वेल्ड खोली म्हणून चिन्हांकित करा.
6
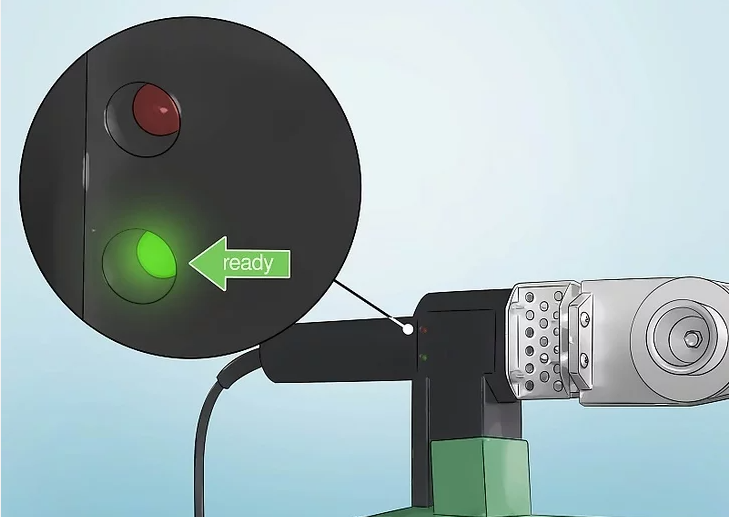
फ्यूजन टूल पूर्णपणे गरम झाले आहे याची खात्री करा. अनेक फ्यूजन टूल्समध्ये एक डिस्प्ले असतो जो तुम्हाला टूल कधी गरम होते आणि तयार होते ते सांगतो. लक्ष्य तापमान सामान्यतः २६० °C (५०० °F) असते.
जर तुमच्या फ्यूजन टूलमध्ये तापमान प्रदर्शन नसेल, तर तुम्ही सॉकेटवरील तापमान वाचण्यासाठी प्रोब किंवा इन्फ्रारेड थर्मामीटर वापरू शकता.
तुम्ही वेल्डिंग सप्लाय स्टोअरमधून तापमान निर्देशक रॉड्स (उदा. टेम्पिलस्टिक) देखील खरेदी करू शकता. २६० °C (५०० °F) वर वितळतील अशा लाकडी काड्या निवडा आणि प्रत्येक सॉकेटला एक-एक स्पर्श करा.
पोस्ट वेळ: डिसेंबर-३१-२०२१



