
जरीपीव्हीसीजगात पीव्हीसी पाईप हा सर्वात सामान्य अधातू पाईप असला तरी, जगाच्या इतर अनेक भागांमध्ये पीपीआर (पॉलीप्रोपिलीन रँडम कोपॉलिमर) हे मानक पाईप मटेरियल आहे. पीपीआर जॉइंट हा पीव्हीसी सिमेंट नसतो, तर तो एका विशेष फ्यूजन टूलने गरम करून मूलतः वितळवून एकसंध बनवला जातो. योग्य उपकरणांनी आणि अचूकपणे तयार केल्यास, पीपीआर जॉइंटमधून कधीही गळती होत नाही.
फ्यूजन टूल गरम करा आणि पाइपलाइन तयार ठेवा.
1
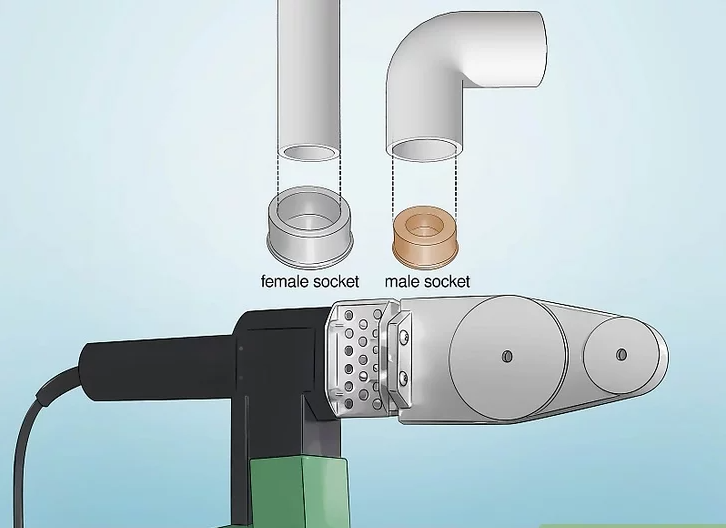
फ्यूजन टूलवर योग्य आकाराचा सॉकेट लावा. बहुतेकपीपीआरवेल्डिंग टूल्स विविध आकारांच्या मेल आणि फिमेल सॉकेट्सच्या जोड्यांसह येतात, जे सामान्य पीपीआर पाईपच्या व्यासांशी जुळतात. म्हणून, जर तुम्ही ५० मिमी (२.० इंच) व्यासाचा पीपीआर पाईप वापरत असाल, तर ५० मिमी असे चिन्हांकित केलेली स्लीव्हची जोडी निवडा.
हाताने धरता येणारी फ्यूजन उपकरणे सामान्यतः हाताळू शकतातपीपीआर16 ते 63 मिमी (0.63 ते 2.48 इंच) पर्यंतचे पाईप, तर बेंच मॉडेल किमान 110 मिमी (4.3 इंच) पर्यंतचे पाईप हाताळू शकतात.
तुम्हाला ऑनलाइन PPR फ्यूजन साधनांचे विविध मॉडेल्स मिळतील, ज्यांच्या किमती सुमारे ५० अमेरिकन डॉलर्सपासून ते ५०० अमेरिकन डॉलर्सपेक्षा जास्त आहेत.
2
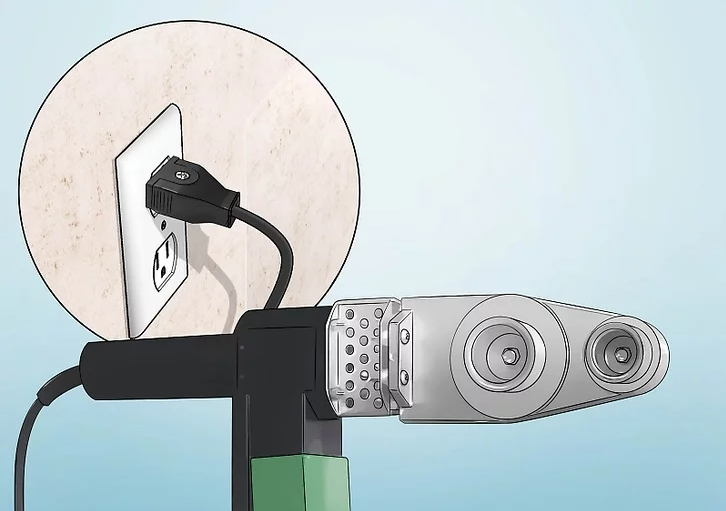
सॉकेट गरम करणे सुरू करण्यासाठी फ्यूजन टूल घाला. बहुतेक फ्यूजन टूल्स मानक 110v सॉकेटमध्ये प्लग होतात. टूल लगेच गरम होण्यास सुरुवात करेल, किंवा तुम्हाला पॉवर स्विच चालू करावा लागेल. मॉडेल्सनुसार फरक असतो, परंतु टूलला सॉकेट आवश्यक तापमानापर्यंत गरम करण्यासाठी काही मिनिटे लागू शकतात. [3]
थर्मल फ्युजन टूल वापरताना अत्यंत सावधगिरी बाळगा आणि परिसरातील प्रत्येकाला ते चालू व गरम असल्याची जाणीव करून द्या. सॉकेटचे तापमान २५०°C (४८२°F) पेक्षा जास्त असते आणि त्यामुळे गंभीर भाजण्याची शक्यता असते.
3
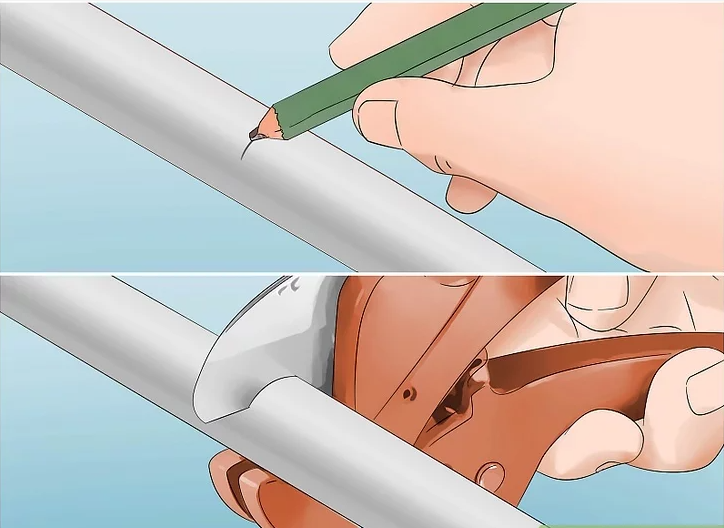
पाईपला गुळगुळीत, स्वच्छ काप देऊन लांबीनुसार ट्रिम करा. जेव्हा फ्यूजन टूल गरम होते, तेव्हा शाफ्टला लंबवत स्वच्छ काप मिळवण्यासाठी पाईपला आवश्यक लांबीपर्यंत चिन्हांकित करण्यासाठी आणि कापण्यासाठी प्रभावी साधनाचा वापर करा. अनेक फ्यूजन टूल सेट्समध्ये ट्रिगर किंवा क्लॅम्प पाईप कटर दिलेले असतात. सूचनांनुसार वापरल्यास, हे PPR मध्ये एक गुळगुळीत, एकसमान काप तयार करतात, जे फ्यूजन वेल्डिंगसाठी खूप योग्य आहे. [4]
पीपीआर पाईप विविध प्रकारच्या हात करवती, इलेक्ट्रिक करवती किंवा चाके असलेल्या पाईप कटरने देखील कापता येतात. मात्र, काप शक्य तितका गुळगुळीत आणि एकसमान होईल याची खात्री करा आणि सर्व खरखरेपणा काढून टाकण्यासाठी बारीक सँडपेपर वापरा.
4
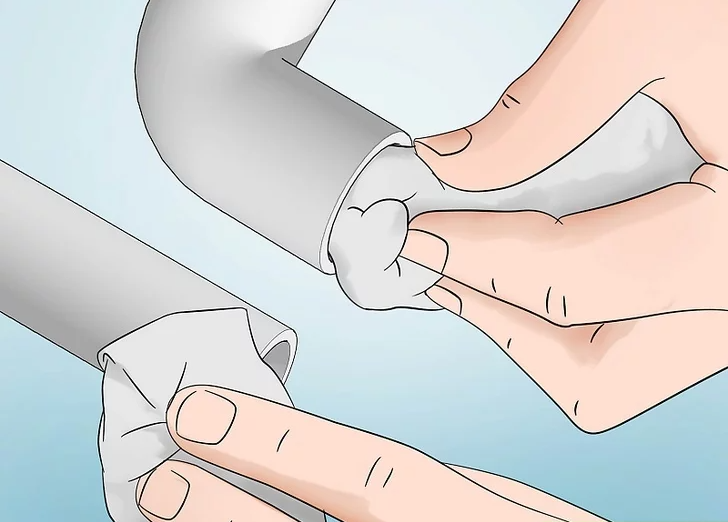
PPR चे घटक कापडाने आणि शिफारस केलेल्या क्लिनरने स्वच्छ करा. तुमच्या फ्यूजन टूल किटमध्ये PPR ट्यूबिंगसाठी विशिष्ट क्लिनरची शिफारस केलेली असू शकते किंवा तो त्यात समाविष्टही असू शकतो. पाईपच्या बाहेरील बाजूस आणि जोडल्या जाणाऱ्या फिटिंग्जच्या आत हा क्लिनर वापरण्यासाठी दिलेल्या सूचनांचे पालन करा. भागांना काही वेळ सुकू द्या. [5]
कोणत्या प्रकारचा क्लिनर वापरावा हे तुम्हाला माहीत नसल्यास, कृपया फ्यूजन टूलच्या निर्मात्याशी संपर्क साधा.
5
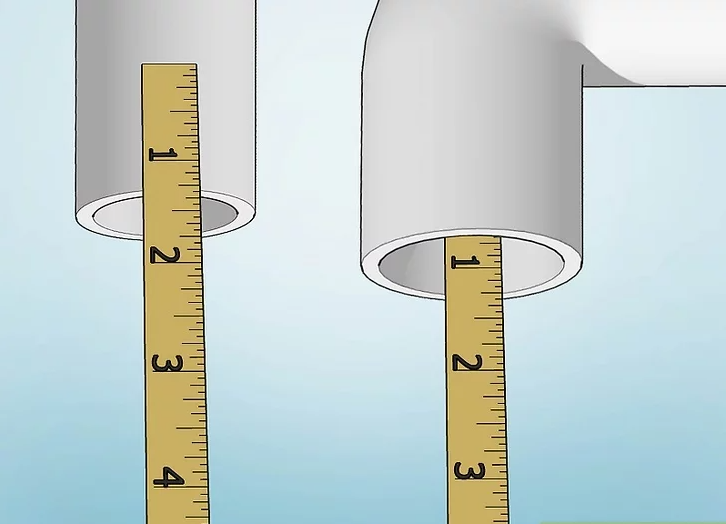
पाईप कनेक्शनच्या टोकावर वेल्डिंगची खोली चिन्हांकित करा. तुमच्या फ्यूजन टूलसेटसोबत वेगवेगळ्या व्यासांच्या पीपीआर पाईप्सवर योग्य वेल्ड खोली चिन्हांकित करण्यासाठी एक टेम्पलेट दिलेले असू शकते. त्यानुसार ट्यूबवर पेन्सिलने खूण करा.
किंवा, तुम्ही वापरत असलेल्या फिटिंगमध्ये (जसे की ९०-डिग्री एल्बो फिटिंग) मोजपट्टी एका लहान उंचवट्याला लागेपर्यंत घाला. या खोलीच्या मापातून १ मिमी (०.०३९ इंच) वजा करा आणि पाईपवर वेल्डची खोली म्हणून खूण करा.
6
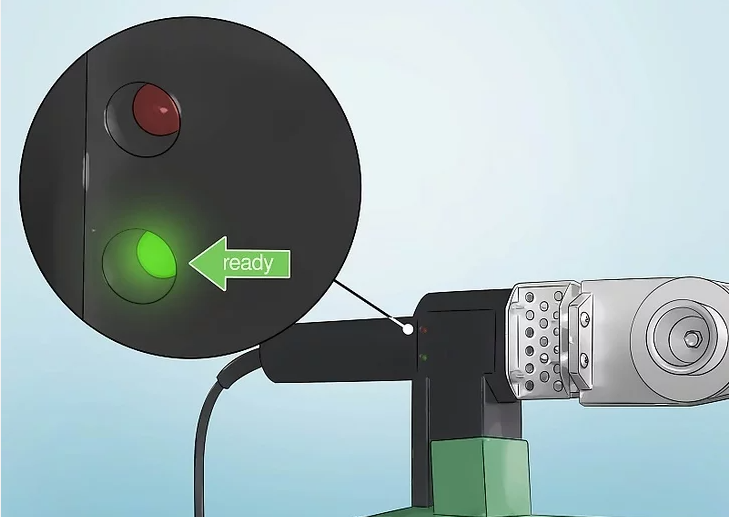
फ्यूजन टूल पूर्णपणे गरम झाले आहे याची खात्री करा. बऱ्याच फ्यूजन टूल्सवर एक डिस्प्ले असतो, जो टूल गरम होऊन तयार झाल्यावर सूचित करतो. लक्ष्यित तापमान सहसा २६०°C (५००°F) असते.
जर तुमच्या फ्यूजन टूलमध्ये तापमान दाखवणारे डिस्प्ले नसेल, तर तुम्ही सॉकेटवरील तापमान वाचण्यासाठी प्रोब किंवा इन्फ्रारेड थर्मामीटर वापरू शकता.
तुम्ही वेल्डिंगच्या सामानाच्या दुकानांमधून तापमान निर्देशक रॉड्स (उदा. टेंपिलस्टिक) देखील खरेदी करू शकता. २६०°C (५००°F) तापमानाला वितळणाऱ्या लाकडी काड्या निवडा आणि प्रत्येक सॉकेटला एक-एक काडी लावा.
पोस्ट करण्याची वेळ: ३१-डिसेंबर-२०२१





